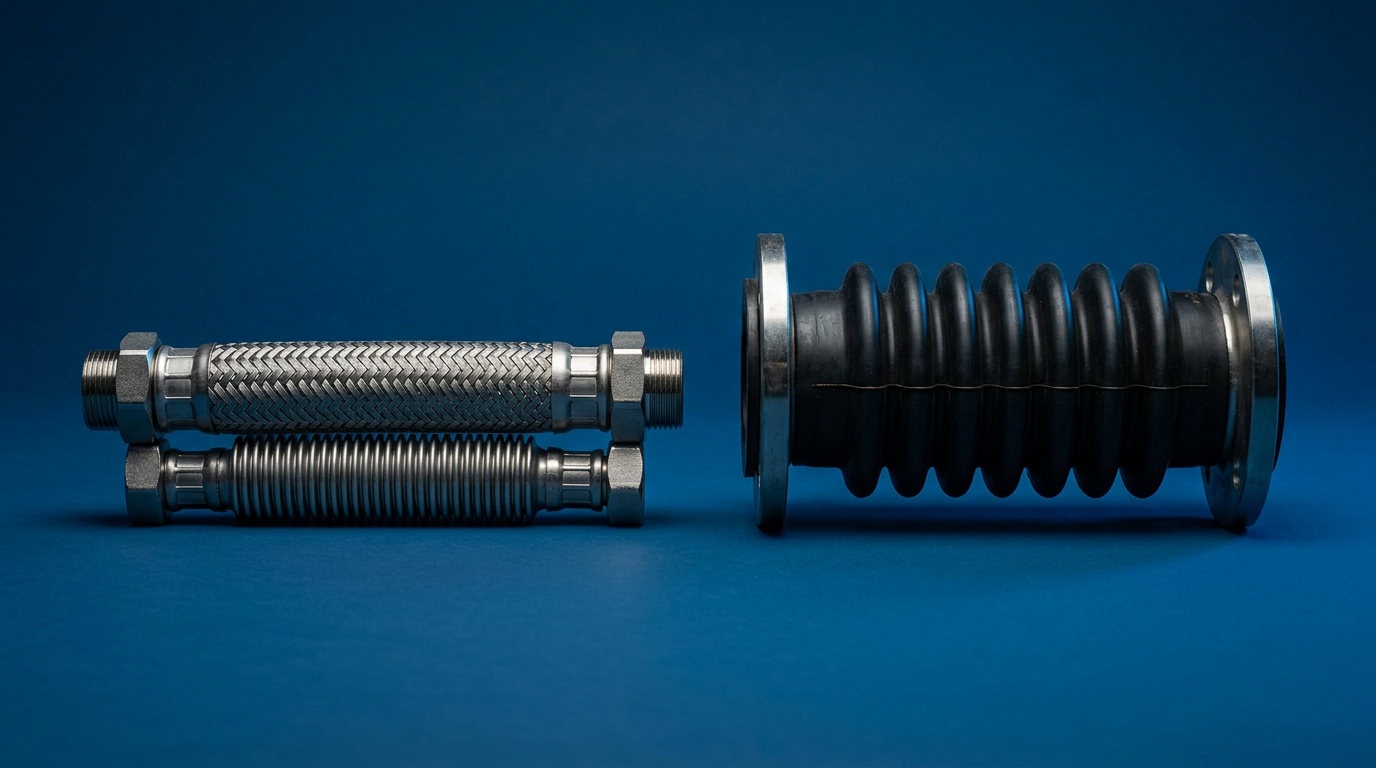
Die Wandstärke ist das Geheimnis
Ein hochflexibles Edelstahlwellrohr hat eine Wandstärke zwischen 0.2 und 0.3 mm. Das ist Folie. Wer hier mit zu hoher Stromstärke oder zu viel Zusatzwerkstoff arbeitet, durchschlägt die Wand oder verdickt die Naht — beides führt mittelfristig zu Rissen an der Übergangszone.
Warum WIG (TIG) Standard ist
Das Wolfram-Inertgas-Schweissen erlaubt eine extrem feindosierte Energieeinbringung. Wir arbeiten in der Regel zwischen 18 und 35 Ampere, mit gepulstem Lichtbogen und reinem Argon als Schutzgas. Das ergibt eine schmale, glatte Naht, die optisch wie technisch dem Grundmaterial entspricht.
Wurzelschutz von innen
Die Wurzelseite — die Innenseite der Naht — wird mit Formiergas (90/10 Stickstoff/Wasserstoff) geflutet. Sonst entstehen Anlauffarben, die später Korrosionseinfallstor sind. Bei medienführenden Schläuchen ist das nicht Kosmetik, sondern Pflicht.
Doppelte Prüfung
Jede Naht durchläuft bei uns eine Sichtprüfung nach EN ISO 17637 und eine Druckprüfung mit dem 1.5-fachen des Nenndrucks. Erst dann verlässt der Schlauch das Werk. Wer behauptet, das sei übertrieben, hat noch keinen Reklamationsfall in einer 4-Sterne-Hotelheizung erlebt.
Warum das niemand sieht — und trotzdem zählt
Am fertigen Schlauch erkennt der Kunde von der Naht meist nichts. Genau das ist das Ziel. Eine gute WIG-Naht ist unsichtbar, dichtet besser als das Grundmaterial — und ist der Grund, warum wir auch nach 25 Jahren noch Schläuche aus unserer Fertigung im Feld finden.
Frage zum Thema? Wir antworten am gleichen Tag.
Direktkontakt zur Fertigung in Spreitenbach — ohne Callcenter, ohne Wartemusik.